咨询服务热线:13345299218 13345299800
咨询服务热线:13345299218 13345299800
咨询服务热线:13345299218 13345299800
咨询服务热线:13345299218 13345299800
![]()
全国销售热线
13345299218 宋经理
13345299800 李经理

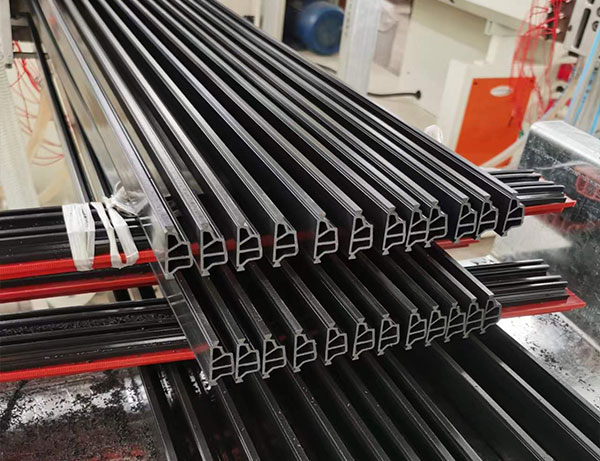
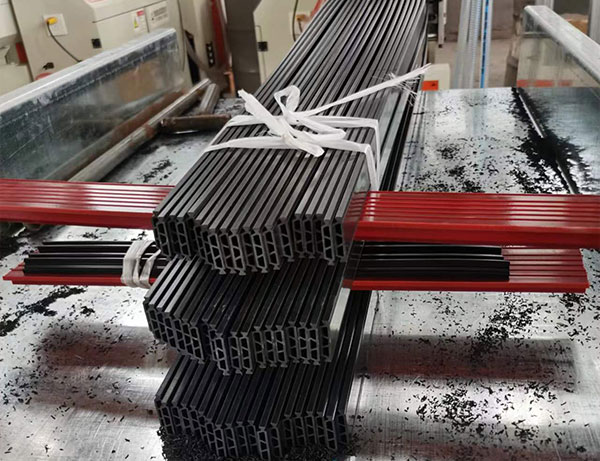
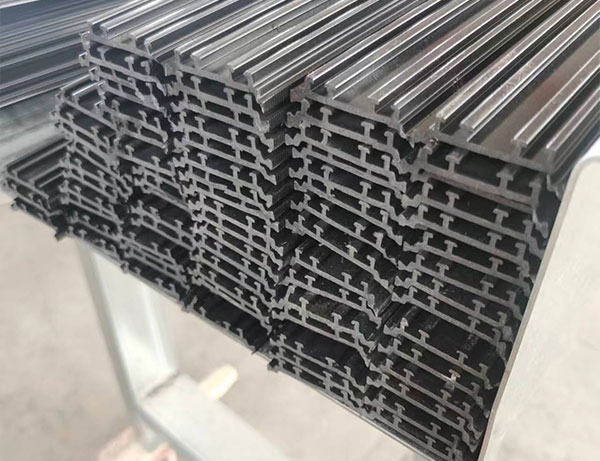
白色隔热条

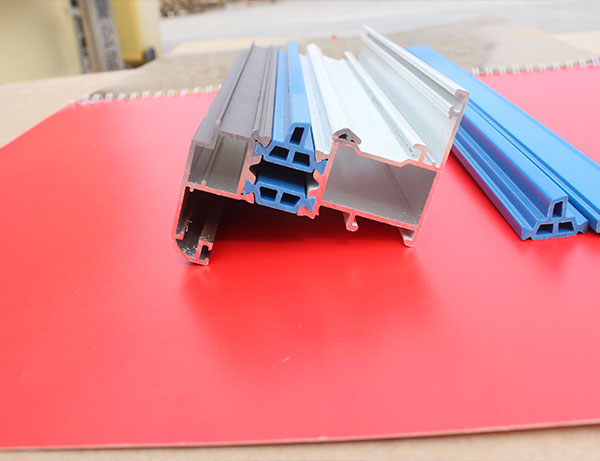
彩色隔热条
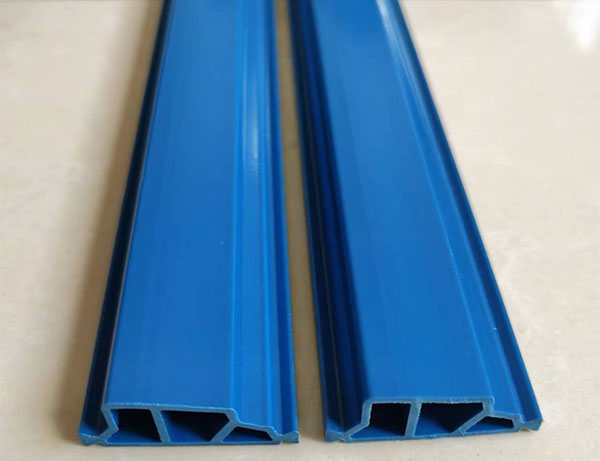
KD35.3蓝条

KD35.3-KT35.3隔热条

KD30彩条
KD30国标隔热条
K35.3国标隔热条
K20-KG20隔热条

CU34隔热条
CG44国标隔热条

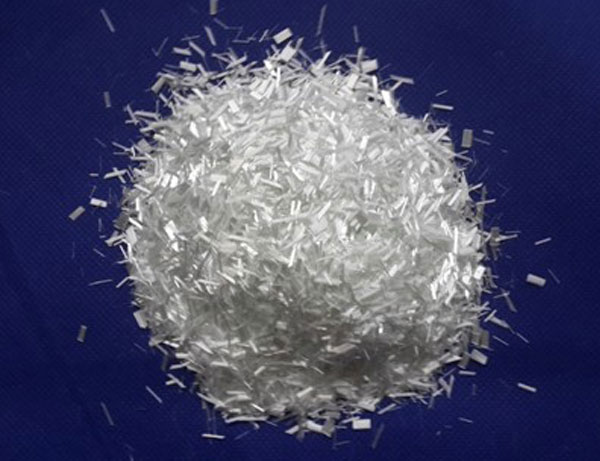
混凝土增强型短切丝玻璃纤维
保温砂浆\抗裂砂浆用短切丝玻璃纤维

BMC\DMC用无碱短切纱

石膏板用短切丝玻璃纤维

针刺毡用玻璃纤维

多用途无碱玻璃纤维短切丝

水泥瓦丝

井盖丝

玻璃纤维废丝

玻璃纤维多轴向布
泰安市嘉程纤维有限公司位于五岳之中的泰山脚下,市高新技术开发区东部位置,距京沪高速泰安东收费站仅1公里,交通十分方便。
公司前身是泰安市白峪玻璃纤维制品厂,主要经营无碱、中碱玻璃纤维短切丝,玻璃纤维废丝,玻璃纤维短切纱,短切丝玻璃纤维,经历了风风雨雨多个年头的打拼,现已发展成为华北地区规模较大的短切玻璃纤维的企业。现有先进的数控短切设备10余台,员工20余人,技术研发人员3人,年产短切玻璃纤维3000多吨,已远销美国、韩国、印度、泰国等十几个国家。
我们的企业宗旨是:以质量寻求客户,以产量巩固市场,以价格抢占先机,以信誉稳定发展...
短切玻璃纤维又称玻璃纤维短切丝。采用特制的浸润剂拉制的原丝,经由湿法在线短切而成。主要用于增强热塑性塑料。由于它具有良好的...
玻璃纤维短切纱价格就来泰安市嘉程纤维有限公司13345299218玻璃一般人之观念为质硬易碎物体,并不适于作为结构用材,但如其抽成丝后...
玻璃纤维短切纱线形铺设,承担负荷,故复合材料制品的结构特性可非常高,由于同内衬层组合,可制得耐腐蚀、耐压、耐热的制品,可制造...
泰安市嘉程纤维有限公司主要经营玻璃纤维废丝、无碱、中碱玻璃纤维短切丝,经历了风风雨雨6个年头的打拼,现已发展成为华北地区规模...
短切丝玻璃纤维主要用于增强热塑性塑料。由于它具有良好的性价比,特别适合与树脂复合用作汽车、火车、舰船壳体的增强材料:用...
玻璃纤维短切纱维缝编织物亦称为针织毡或编织毡,它既不同于普通的织物,也不同于通常意义的毡。典型的缝编织物是一层经纱与一...

泰安市嘉程纤维有限公司备案号:鲁ICP备19051915号-1
 鲁公网安备37091102000653
鲁公网安备37091102000653
销售电话:13345299218 宋经理
销售电话:13345299800 李经理
电话:0538-5777188
传真:0538-5777188
公司地址:山东省岱岳区大汶口工业园三化路东首